

[SEVEN] セブンのチタニウム技術&製造方法論 (4)
Text by SimWorks / Photo by SimWorks

セブンの供給するオリジナルチューブセットの詳細
インテグリティ™、アルジェン™、そしてシーラス™。これらセブンが提供するチタンチューブセットにおけるそれぞれの違いとは一体なんであろうか? 更には、これらのチューブセットが様々なカスタムジオメトリーを持つフレームに用いられた際、どのような特色を持ち、バイクのポテンシャルを引き出しているのか? ここにセブンが独占供給する様々なチタンチューブセットについて、そしてアキシオムS、アキシオムSL、アキシオムSLXフレームとの不可欠な関係性について紹介しようと思う。
チューブからチューブセットへ
その長さは平均で15フィート(約4.6m)もあり、実に35種類ものそれぞれ異なるサイズ、特性を持ったストレートゲージのチタンチュービングを、セブンはチタンチューブ工場から直接購入している。 これらのチタンチューブはセブンが独自に規格、提示するスペックを持っており、疲労強度に対する耐性や、直径、チューブの厚さ、仕上げの品質、真直度、そして同心性といった要素について高い基準値を満たしていなければならない。ウルトラバッテットもしくはストレートゲージのままになるのかどうか、セブンのカスタムチューブになるための旅はここから始まるのである。
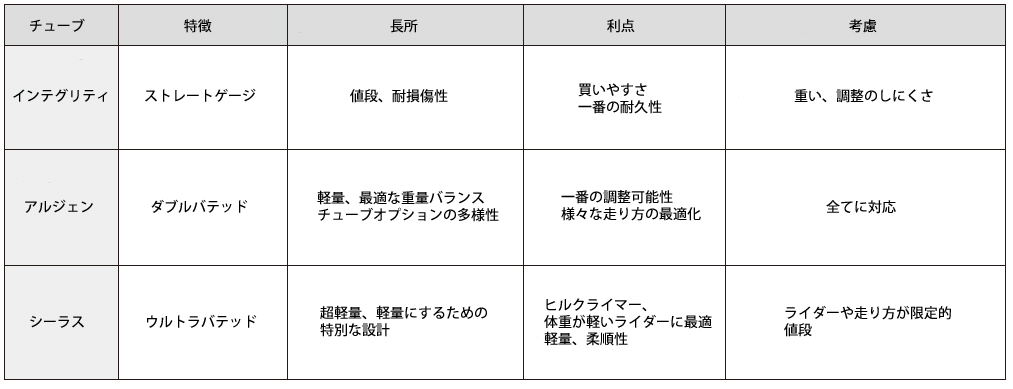
インテグリティ™
Ig
ストレートゲージ
3-2.5 チタン
セブンのストレートゲージチューブセット インテグリティ™ は、その製造プロセスが非常にシンプルな道筋となっている。フレーム製造時にはそのバリエーションの多さから個々のライダーの好みや、必要とされる性能に応じ、そのチューブは一つ一つ注意深く選択されることになるのだが、インテグリティ™は最も少ない加工プロセスで仕上がるために、結果的にコストを抑えて仕上げる事が可能となる。 同時にこのチューブには、高い耐デント性(くぼみ抵抗)と耐久性を兼ね備えている。しかしながら一方では、さらに細かく調整を求め、さらなる軽さを求められた時に対応する意味での柔軟性にやや欠けることとなり、結果的にバテッドチューブを使用したフレームよりもやはり重くなってしまうのである。
アルジェン™
Ae
ダブルバテッド
3-2.5 チタン
チューブバテットに関する15年間にも及ぶ調査と開発の結果、セブンのアルジェン™チューブセットはシングルバテッドチューブとダブルバテッドチューブが混合したものであり、最適な重量バランスを作り出すための洗練されたデザインが成されている。 全てのセブンチューブセットは、個々のライダーの能力や好みのためのカスタムチューブセレクションがあるが、このアルジェンが一番調整が効きやすく、一番広い範囲でチューブの形状やオプション性能を提供することが可能である。
シーラス™
Ci
ウルトラバテッド
3-2.5 チタン
シーラス™チューブセットを作る上で、セブンが開発をしたウルトラバテッドの工程は、その技術上において一番洗練されたものであり、現在までにおいて生み出したチューブセットの中で一番軽量である。 私たちが開発した独自のバテット技術を使用し、チューブに対するストレスが特別にかかる場所以外においては、可能な限り軽くする努力をしている。 ずばり超軽量フレームを製作するのが一番の目的であるが故に、シーラス™は体重が200ポンド以上(90kg以上)ある人、そしてフレームの硬さを最大限に追求するライダーには決してお薦めしないチューブセットとなっている。
セブンのチタンチューブセット早見表
チタン加工の概要
チューブ加工
チューブバティング
セブンのアルジェン™チューブにみられるようなダブルバテッド加工が施されたチューブは、エンド側に厚みができ中間部は薄くなっている。 通常のチタンフレーム、そしてスチールフレームにおいて、フレーム上のチューブがジョイントされる部分がやはり一番ストレスがかかる場所になるため、チューブにおいて熱が加わっていない場所と比べて『強度』という性質がより低くなるのである。 つまり壊れやすい部分であるフレームの接合部分に充分な厚みを持たせる工夫として、バテッド加工を施すのである。それは熱が加わる接合部位に、重さを加えずに効果的に強度を増加させる技術である。
セブンのウルトラバテッド シーラス™ チューブセットにおいては、バテッド加工の技術が従来の工法よりもさらに進化している。 ダブルバテッドチューブのようにチューブのエンドが厚くなっている事に関しては似ているのだが、そのポイントポイントにおいてチューブが受ける複雑なストレスを分析、解析をして、その結果に従ってチューブの肉厚を様々に設定することを実現しているのだ。 結果としてセブン シーラス™ チューブは(先に述べたように一部制限は持つのだが)一般乗車を前提とした環境下においても、非常に軽量なフレームを作り上げる事が可能となるのである。
チューブバティングの工程
伝統的にはバテットチューブとはチューブの内部において加工がされる。 その方法とはチューブの中心からすこしずらした領域のチューブを薄くするためにインターナルマンドレルを使用する。マンドレルは厚みのあるエリアを通りすぎてチューブから引き出されなければならないのだが、マンドレルを抜き取るために通常は40%の厚さにおける差異内でと限定されている。 そしてインターナルバテッドチューブはラグを使用した旧式なフレーム製造においてとても役に立つという利点もあるが、その上記の加工過程における制限によって、選べるチューブサイズはとても限られており、肉厚サイズも色々あるということはフレームを製造するにあたってあまり理想的ではない。 しかしながらエクスターナルバテット(外部バテット式)はそのように限定される事がない。
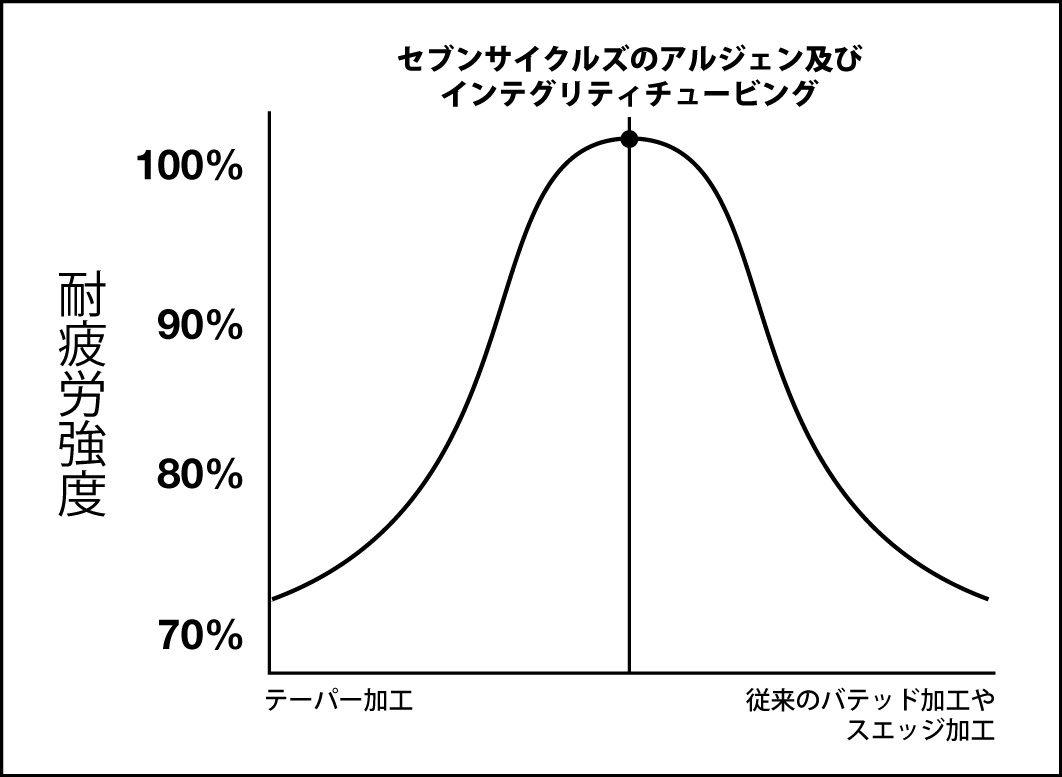
さらに、インターナルバテッドチタンチューブの特性は、マンドレル(芯金)を使用して加工することによって、分子レベルでの変化が素材に大きな影響を与えてしまう。 低温加工は強度を増加させるが、フライス盤による最終焼なましや、応力除去をした後に冷やしすぎるとチューブのテクスチャが良くない方向に変化してしまう。 それは最適値を超え、チューブのCSR(収縮性ひずみ比/速度)を増加させ、疲労強度をとても軟弱なものにしてしまう。
エクスターナルバテット工法は、一般的にチューブ補強のための優れた工法であり、かつ言えばインターナルバテット工法に比べても同等の強度を持ちながらにして軽量と、より強く軽いチューブを造り出すことができる。 また、エクスターナルバテッドチタンチューブには以下に説明する2つのキーとなる強みを持っている。1つは冶金技術面であり、もう1つは機械加工技術面である。
冶金技術において、結晶テクスチャやグレイン構造と呼ばれる要素は、チューブを成形工場にて製造する際に既に決まっている。 そしてその結晶粒子配向は、チューブの耐力強度、柔軟性、そして疲労強度に影響する要素である。 なので成形工場は硬化加工や熱処理の長い工程において粒子配向を管理し、これらのステップを完全にコントロールする事で高い疲労強度と加工時の柔軟性を生み出すのである。 最高のチタンチューブはそれらの特質を兼ね備えながら完成させられるべきなのだが、成形工場もしくはその他の加工現場において、低温時にテーパリングやインターナルバテット加工をしたならば、そのチューブ特性は損なわれてしまうだろう。
機械技術において、純粋にエンジニアの観点からしてエクスターナルバテッドチューブは素材をより有効的に活用できるといえる。 その与えられたチューブの質量下において、先に述べたようにエクスターナルバテッド加工はより素材を硬化させ、ある特定の硬さにまで到達させればチューブをより軽く仕上げられる。逆に付け加えるならば、インターナルバテッド加工はマンドレルの動きによって受ける傷などを隠す事になってしまい、それら小さな傷ですら早期の破損につながる応力集中部をつくりあげてしまうのである。
セブンは、チタンチューブのグレイン構造や、その内側を傷つけてしまう事のない、独自に開発した工法を使用することによって、高い疲労強度としなやかさを併せ持つエクスターナルバテッドチタンチューブを作り出す事ができる。 これらの工法を用いることによって、最適な強度対重量比に加え、チューブの直径およびその壁の厚みに対する可能な限りの組み合わせが実現できるようになり、かつ表面欠陥や傷の無い、最高のチタンチューブセットを提供できるのである。
